


- パンチングメタルについて
- パンチングメタル用語集
| あ | 孔の種類 | 丸孔千鳥60°: 製品の80%がこのタイプ 丸孔直列90°: 並列とも言う。 丸孔角千鳥45°: 縦横の方向性が良い。天井用パネルとして使用が多い。 変則千鳥 : 60°・ 45°以外の千鳥抜き 逆千鳥 : 60°千鳥を90°回転させたもの 角孔(千鳥・並列共通) : 主に正方形の孔 配列 長孔 : 長丸 ルーズ孔 長角孔 : 長方形の孔 ダイヤ : 菱形の孔 斜角 : 正方形の孔を45°回転させた孔 亀甲 : 六角形 ハニカム 装飾孔 : 飾り孔 十字孔等 |
|---|---|---|
| う | 打抜き可能孔径 | 孔径・骨寸法とも板厚以上必要。(原則として) 但し、長孔・角孔の場合は骨寸法は板厚の2倍以上必要。 |
| ウチコシ | 予め指定された額縁(抜かない部分)内まで余分に打抜いてしまう事。 | |
| え | エンボス加工 | 金属板に孔を開けず突起をつける加工。プレス機で裏面から押し上げて表面に突起を付ける方法と圧延ロールで突起をつける方法がある。 |
| お | 応力 | 材料の表面または内部のある面にかかっている力をその面積で割ったもの。単位面積当りの力。 |
| 帯抜き | コイル巾に対して一部分のみ帯状にパンチング加工すること。 | |
| か | 開孔率 | 1枚の板に対して何パーセントが孔となって抜き落ちているのかを表したもの。 |
| 額縁(余白) | 板に対して打抜きしていない外周部分のこと。額縁が無い場合は「縁無し」と表記。 | |
| カス上がり | パンチング加工した際のスクラップが何らかの理由でパンチに貼りつき材料の上または下に入り込む現象。そのスクラップの影響で材料にキズや打痕がつくことがある。 | |
| 間欠送り | コイルにてパンチング加工する際に余白(打抜かない部分)を残して加工すること。 | |
| き | キャンバー | 板の横曲がり コイルの巾方向の板厚や材質の不均一や残留応力の問題等で発生。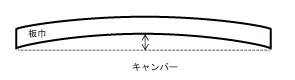 スリットコイルから細長く切り板にした際に顕著に発生 |
| 矯正(レベラー) | 板材の平坦度を改善するために行う修正処理。パンチング材は通常ロールレベリングによる加圧矯正他にストレッチャーによる引っ張り矯正もある。 | |
| く | クリアランス | パンチ外径と下型の打抜内径との差。クリアランスの大小で品質の大きな差がでる。 |
| クランプ | 材料をプレス機に固定するための装置、掴み代。アルミなどの柔らかい材料の場合は掴み跡(キズ)が付くケースがある。 |

| さ | 残留応力 | 「内部応力」ともいう。鋳物の例でいうと、溶湯は型形状の細かい部分や表面部から冷えて先に固まり始めるが、内部では後から冷えて収縮しようとする。その際、既に固まった外部には内に引っ張られて縮もうとする力、内部には外部に引っ張られる力が残る。こうした金属内部に残留する応力のことを「残留応力」という。 |
|---|---|---|
| せ | 剪断面 | パンチの刃先で素材内部に食い込み切られた為、光沢のある断面 孔の上部。 |
| 全面抜き | パンチング板に対してプレスの都合上の打抜可能限界まで抜いた最少余白の状態。コイルで抜いた場合は二辺は縁なしの場合もある。 (余白は5~15㎜程度) | |
| そ | 反り | 板が弓なりになって曲がっている状態。通常はレベラーによる矯正。 |
| た | 大と小(出と入) | 千鳥打抜きの孔位置の呼称。打出しが大、打出し後列が小。 |
| ダブルパンチ | 同じ所を2回以上打抜くこと。ダルマとも言う。 | |
| ダレ込み | 表面もぐり込み。打抜きにより表面が縮むこと。 | |
| 打痕 | 材料を何かにぶつけた際にできる凹んだキズ。 | |
| て | 手送りピッチ計算 | 60°千鳥 : 手送りピッチ=P(機械送りピッチ)×√3(1.732) 1:2:√3 45°千鳥 : 手送りピッチ=P(機械送りピッチ) 1:1:√2 小数点以下の数値については加工する機種により異なる。 |
| 転写 | 異物が混入した状態でレベラー加工することで異物の跡が材料に写りこむこと。 | |
| と | 飛ばし型 | 材質、板厚、ピッチの狭い金型、大型機による長尺の金型の場合、下型の割れ防止、上型パンチ埋め込み余地確保の為、飛ばし型打抜きをする。 1本飛ばし型・2本飛ばし型がある。 美観上の欠点がある。但し途中は順型と同じ打抜きとなる。 飛ばし型でないものを順型と言う。 |
| トップエンド | パンチングの打ち始めと打ち終わり。 | |
| な | 内部応力 | 「残留応力」の項を参照のこと。 |
| に | ニブリング (追抜き) |
金型を少しずつずらしながら板を切断していく加工 切断面にニブリング跡と呼ばれる金型のつなぎ目が残ります。 |
| は | 配列 | 位置関係 (孔の種類参照) |
|---|---|---|
| 破断面 | せん断の限界点よりクラックが発生し貫通するまでの断面。 | |
| バー | パンチング孔縁とパンチング孔縁との間隔。骨とも言う。 機械送りサンド : バー長=P(機械送りピッチ)-孔径 手送りサンド : バー長=手送りピッチ-孔径 対角線 : バー長=(対角線長ー2×孔径)÷2 |
|
| バリ(カエリ) | 打抜きにより裏面が伸びること。裏面孔周囲の突出部。 シャーリングした切断面にも発生。 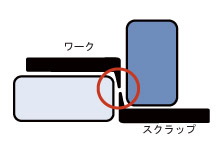 |
|
| バーリング | 打抜いた孔の周りを立ちあげて突起上にする加工。 | |
| パンチングメタル 製造機械の種類 |
・CAPS ・ダブルクランププレス機(オールアクロス) ・Cフレームプレス機 ・パワープレス機 ・ターレットパンチングプレス機(タレパン) |
|
| パンチ先端種類 | 平針 : おもにアルミ用。鉄でピッチが狭い場合はヨレが発生しやすい。 剣 : おもに鉄・ステンレス用 (アルミ等の加工するとダレ込みが多い) |
|
| ひ | ひずみ | 板に外力が加わることで生じる伸びや縮み、ねじれのこと。 |
| ピッチ | 孔の中心から中心までの長さ。 | |
| ピッチ乱れ | 孔と孔との間隔が広くなったり狭くなったりすること。 | |
| ふ | ブロック抜き | 全面にパンチング加工するのではなく、ある範囲内にのみパンチング加工する。 |
| へ | 平坦度(Flatness) | 板の反り(湾曲)具合を表す数値。 |
| ほ | 骨 | 「バー」の項を参照のこと。 |
| め | 目方向 | 板に対しての孔の配列方向 千鳥抜きの場合は長手方向にピッチ(機械送り) 短手方向に手送りピッチ。 |
| れ | レベラー矯正機 | 打抜かれて生じた歪みや反りを矯正する機械。ロール機とも言う。 ラフレベラーとフィニッシュレベラーの2種類が有る。 |